
Stampa 3D con filamento PLA caricato a grafite: tecniche e problemi comuni
La stampa 3D con filamento PLA caricato a grafite offre opportunità interessanti grazie alla sua conducibilità elettrica e alle proprietà uniche. Questo materiale è uno dei punti focali dei progetti di Hi-Storia, in quanto permette di poter stampare in 3D superfici conduttive, che possono essere usati come terminazioni di sensori tattili capacitivi (qui il tutorial su come realizzarli con Arduino).
Tuttavia, per ottenere risultati ottimali, è importante seguire alcune linee guida specifiche. In questo articolo, esploreremo in dettaglio le migliori pratiche per la stampa 3D con questo tipo di filamento.
Ritrazione
La ritrazione è il processo in cui il filamento viene tirato indietro nel nozzle per prevenire la fuoriuscita di materiale non desiderato durante i movimenti di stampa. Questo filamento può comportarsi diversamente rispetto ai PLA standard, quindi è cruciale testare e regolare di conseguenza: in particolar modo, il filamento è molto meno resistente rispetto ai fili di PLA, e il continuo movimento può rompere il filo, bloccando la fuoriuscita del materiale.
Distanza di ritrazione: Indica di quanto viene tirato indietro il filamento, mentre l’estrusore si muove senza stampare. Con il PLA caricato a grafite, è consigliabile impostare una distanza di ritrazione molto bassa o nulla (0-1 mm) per evitare ostruzioni e conseguenti blocchi della stampa
Velocità di ritrazione: La velocità di ritrazione determina quanto velocemente il filamento viene ritratto nel nozzle. Per il PLA caricato a grafite, se la ritrazione è necessaria, è meglio mantenerla a una velocità molto bassa, intorno a 10-20 mm/s. In molti casi, disabilitare completamente la ritrazione può essere la soluzione migliore per evitare problemi di estrusione e migliorare la qualità della stampa.
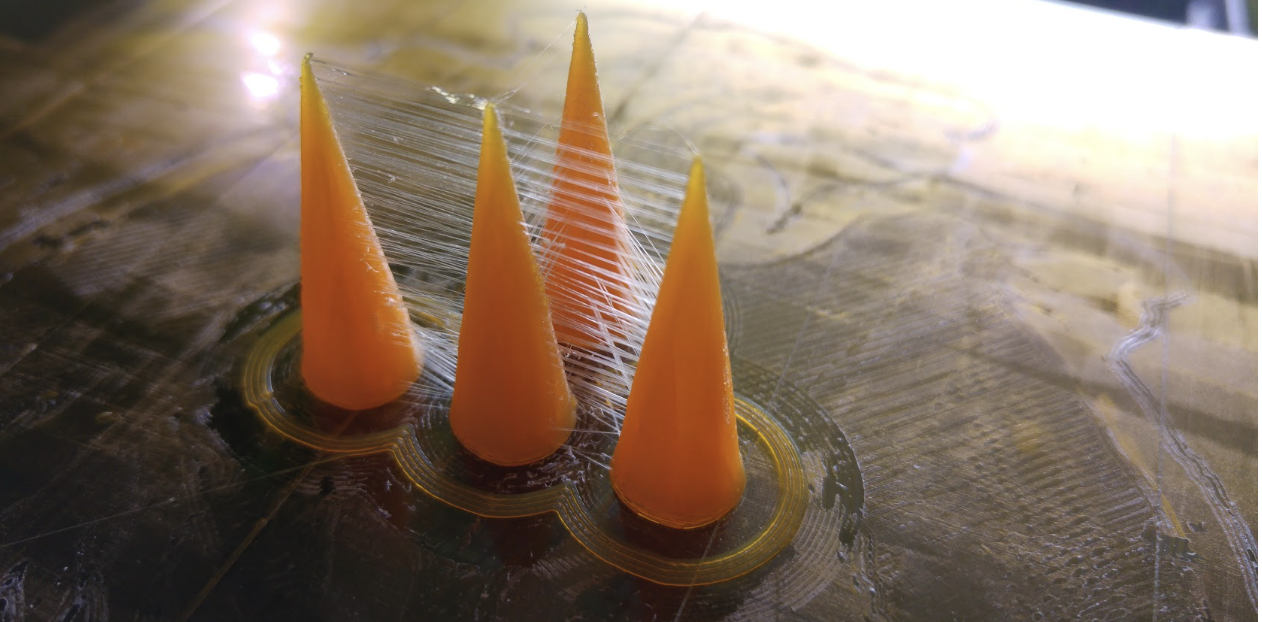
Ridurre a zero la ritrazione può causare lo stringing, cioè generare dei fili tra i pezzi in stampa, che però possono essere puliti in post-produzione.
Impostazioni della stampante
Temperatura di stampa: La temperatura di stampa è fondamentale per garantire che il filamento venga estruso correttamente e aderisca agli strati sottostanti. Per il PLA caricato a grafite, si consiglia una temperatura di stampa tra 210-230°C. È importante effettuare test specifici con il proprio filamento per trovare la temperatura ottimale, poiché le variazioni possono influenzare significativamente la qualità della stampa.
Temperatura del piatto di stampa: Mantenere una temperatura adeguata del piatto di stampa aiuta a prevenire il warping (deformazione) e migliora l’adesione del primo strato. Per il PLA caricato a grafite, una temperatura del piatto tra 50-70°C è ideale. L’uso di nastro blu o adesivi specifici può ulteriormente migliorare l’adesione.
Velocità di stampa: La velocità di stampa influisce sulla qualità e precisione delle stampe. Per il PLA caricato a grafite, una velocità di stampa tra 30-50 mm/s è raccomandata per le stampanti tradizionali. Ridurre la velocità può aiutare a ridurre i problemi di estrusione e migliorare la qualità generale della stampa, anche per le stampanti ottimizzate con calibrazione lidar, come quelle Bambulab.
Ventilazione: Il raffreddamento durante la stampa aiuta a solidificare gli strati appena depositati. Utilizzare una ventola di raffreddamento moderata (20-50%) può migliorare i dettagli di stampa, ma è importante non esagerare per non compromettere l’adesione tra i layer. Il raffreddamento eccessivo può causare problemi di delaminazione.
Preparazione del modello
Spessore delle pareti: Lo spessore delle pareti influisce sulla robustezza e sulla conduzione elettrica del pezzo stampato. Aumentare lo spessore delle pareti a 1.2 mm (equivalente a 3 linee di parete con un nozzle da 0.4 mm) può migliorare significativamente queste caratteristiche, rendendo il pezzo più resistente e conduttivo.
Riempimento (Infill): Il riempimento determina la densità interna del pezzo stampato. Un infill del 20-50% è spesso sufficiente per la maggior parte delle applicazioni, bilanciando resistenza strutturale e utilizzo di materiale. Tuttavia, per applicazioni che richiedono la massima conducibilità, potrebbe essere necessario aumentare l’infill.
Adesione del piatto: Per migliorare l’adesione al piatto di stampa, soprattutto per stampe complesse o pezzi di piccole dimensioni, è utile utilizzare raft o, soprattutto, alcuni passaggi di brim. Questi accorgimenti possono prevenire problemi di warping e assicurare che la stampa rimanga stabile durante tutto il processo.
Manutenzione della stampante
Pulizia del nozzle: Il PLA caricato a grafite può causare ostruzioni nel nozzle se non viene pulito regolarmente. Utilizzare un ago di pulizia o un filo di acciaio sottile per rimuovere eventuali residui di grafite dal nozzle, garantendo un flusso di materiale costante e prevenendo blocchi.
Lubrificazione: La natura abrasiva del filamento caricato a grafite può aumentare l’usura delle parti mobili della stampante. Lubrificare regolarmente queste parti può ridurre l’attrito e prolungare la vita della stampante, garantendo stampe di alta qualità nel tempo.
Consigli per la stampa
Calibrazione: Una calibrazione accurata del piatto di stampa è cruciale per evitare deformazioni e garantire un’adesione uniforme del primo strato. Un letto ben livellato assicura che il filamento venga depositato correttamente, migliorando la qualità complessiva della stampa.
Conservazione del filamento: Il PLA caricato a grafite può assorbire umidità dall’aria, compromettendo la qualità della stampa. Conservare il filamento in un contenitore ermetico con essiccante aiuta a mantenere il materiale asciutto e prevenire problemi di stampa dovuti all’umidità.
Prevenzione dell’ostruzione dell’estrusore
Il PLA caricato a grafite tende a causare ostruzioni nell’estrusore, un problema comune ma gestibile con le giuste precauzioni. Utilizzare un nozzle in acciaio inox o temprato, poiché la grafite può essere abrasiva e consumare rapidamente i nozzle in ottone. È anche utile incrementare leggermente la temperatura di stampa rispetto ai PLA standard per migliorare il flusso del materiale. Inoltre, pulire regolarmente il nozzle con un ago specifico o utilizzare cicli di pulizia automatica può prevenire accumuli di residui che causano ostruzioni. Se si riscontrano frequenti problemi di intasamento, considerare di diminuire la velocità di stampa e aumentare la temperatura del nozzle gradualmente per trovare il bilanciamento ottimale.
Seguendo questi consigli, potrai sfruttare al meglio le proprietà uniche del filamento PLA caricato a grafite, ottenendo stampe di alta qualità e funzionali per applicazioni specializzate. Buona stampa!
You may also like

Primi passi con stampante 3D Bambulab
